
Hey everyone! So, I read online that, if I lowered the extrusion width under the “Advanced” tab on Slic3r, that would generate weaker supports, which would allow them to break off better! However, upon making that change and running the print, it apparently had no effect on the support at all. So, after extensive trial and error, I have come to the realization that Slic3r can not generate it’s own support material well enough to get a good print.So, abandoning Slic3r, I have another solution that I’m going to try in the coming week: generating supports with Autodesk Meshmixer. I’ve heard that Meshmixer does support generation much better than Slic3r does, so hopefully I get good results! So as not to waste plastic, I’m going to try support generation on a smaller model first, not something as big as the Kylo Ren mask I have been trying to print. Stay Tuned for an analysis of Meshmixer and how well it works!John (aka The Mad Printer)
Author: jhinkel3
So, I made a little bit of progress on support material settings. After asking Hyrel, they suggested that change the Slic3r settings so that the interface layers (the layers that adhere the support to the part) are printed by a fantom head (i.e. aren’t printed at all). In theory this should work great! Less adhesion to the part would mean that the supports should come off easier. They definitely came off easier, but the difference was marginal. I still broke the bottom half of the kylo ren mask trying to remove the support material, so the settings aren’t quite there yet.
I might try playing with pattern spacing next (i.e. distance between support material pillars / interface layers)! Hopefully that will help a little bit. Stay tuned!
John (aka the Mad Printer)
I must say, I am having a somewhat difficult time with generating removable support material on parts I print. I tried a few different settings in Slic3r: adding space between support pillars, increasing distance between the support material and the part, and adding more interface layers (layers that are built between the support material and the actual part), to name a few, and it always resulted in support material that isn’t removable. I have been trying for a while to print the Kylo Ren mask for my friend, and it has not been going very well (below):
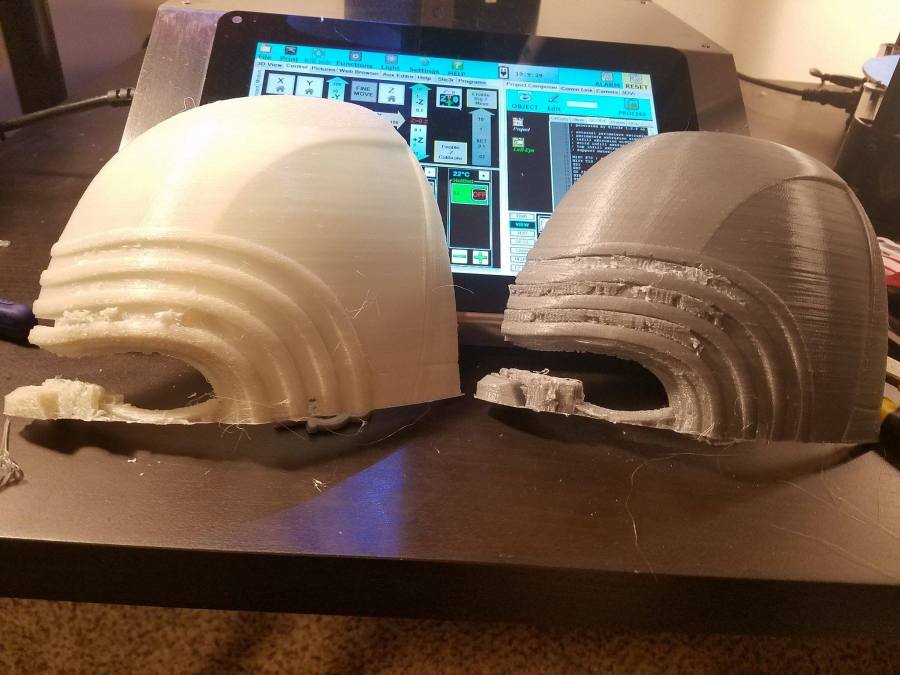
Pictured is the same part (the left eye of the mask). However, the white-colored one is 400 micron resolution, and the grey-colored one is 200 micron resolution.
I was told that slicing the stl at 400 micron should allow the support to be removed easier. This is definitely true, as you can see that the left mask part has much less support still on it than the white one (this picture was after cleaning).
However, it didn’t come off cleanly enough to get a good mask without support on it, and I’m having a lot of trouble dialing in the settings.
So, what does one do when not being able to figure out how to properly adjust settings? Ask the printer company! Hyrel is so nice about being willing to work with you and help you figure out something that’s going wrong, so I will ask the guys at Hyrel if they can help me diagnose what’s going on.
Stay tuned for more adventures with support material!
John (aka the Mad Printer)
Finally, after quite some time, I have a successful 2-color dice!

All the holes are finally full of plastic! Tuning the GCODE helped dramatically. In order to get the flow of filament correct, I took the Tool Change GCODE and modified it so that it prints a slightly longer line at the back of the printer with slightly more filament being extruded throughout the course of that movement. That was successfully able to prime the head enough to get good flow when a tool change occurred!
However, I did have to post process the dice a bit, since there was some ooze from the extruder on the surface. Interestingly enough, Hyrel has a fix for that! I have a 3d printed piece that holds a strip of the same wire that they make wire brushes out of. That piece was meant to install at the back of the printer so that the head wipes off every time it has finished drawing the line at the back that I specified with the tool-change GCODE.
Since all I have left to do is to install that piece, it is now time to embark on my next project! Installing that piece isn’t really blog-worthy, so I’ll move on to the next thing (even though you will still see some 2-colored pieces pop up every now and then 😉 ).
I am planning to build this full size Kylo Ren Mask: http://www.thingiverse.com/thing:1853978/#comments! This is going to be a great project, because it will allow me to tune another aspect of my hyrel that I have neglected for a little bit: support material generation! Several of these pieces require support material, so this will be neat! This project will also let me explore a few more finishing techniques with spray paint and a mystery layer smoothing chemical that I will reveal later (spoiler alert: it’s not XTC3d 😉 )!
Stay tuned as I embark on the next project.
John (aka The Mad Printer)
So, it turns out that printing a 2-color part with my hyrel is proving to be a little more difficult than I had first thought. Unfortunately, adding more primes didn’t seem to help get the filament flowing well enough to create full holes for the dice. However, thanks to help from a friend who also owns a Hyrel, he helped me figure out a really neat hack that will start the flow of filament going nicely!
When you change tools, print a line of filament at the back of the bed to get the flow going again! That seemed like a really neat idea, so I set out trying to custom code that. To start with, I inserted the following instructions:
G0 X200 Y0
G1 X100 E.1
Let’s dissect those GCODE lines, just so you guys can see what they mean (if you aren’t already familiar with GCODE). G0 signifies a rapid linear move (seemingly used for travel moves, although don’t quote me on that!!). X200 Y0 tells the extruder to move to the coordinate (200,0) on the bed so that it can start printing. G1 X100 tells it to move from x=200 to x=100, while E.1 says to extrude 1mm of material as it moves from x=200 to x=100.
So I inserted those instructions and watched what happened! Turns out they need a little tweaking…. starting at x=200 was causing the printer to hit a limit and try to go a little further, skewing the bed and causing the print to fail. Therefore, instead of going from x=200 to x=100, I went from x=150 to x=50. Hopefully that won’t trigger the endstop, but I will try it out and adapt as necessary!
Also, the filament barely started coming out with 1mm of filament extruded, so I might change E.1 to E.2 to really make sure the filament is primed for printing.
The last problem is that these instructions are executed with the wrong extruder! it starts by printing the line with the left extruder, and then later on, with the right; I need it to be the other way around, starting with the right extruder.
Hopefully the next post will be a completed dice, but we’ll see! Stay tuned
John (aka The Mad Printer)
I’ve definitely made some progress toward perfect 2-head printing! Here’s the next progress shot (I intentionally killed it so as not to waste filament… that’s why it’s only part of a dice haha):

Now, I say this is better because when it executes a tool change (switches to the second head), it keeps going now! I can now cool the surface, which results in a better surface finish for sure.
However, as evidenced by the picture, I still have some tweaking to do. The two holes are supposed to be completely filled with glow-in-the-dark PLA, but you can see they aren’t completely filled. I have to change a setting to get those holes to be a little more full.
What happened was, when the head started the glow PLA, it didn’t push the plastic out fast enough to give the rest of the layers a good base to print on. In other words, since the filament retracts a little bit to prevent oozing, it wasn’t advancing enough to start the flow fast enough.
In order to fix this, there is a spot in Slic3r to alter the GCODE that gets executed when heads change. When the printer switches to the head with glow PLA loaded, the printer needs to perform more prime actions than it is now (prime = advancing the filament so it flows nicely when printing resumes with the glow PLA head). As soon as I add extra primes into the GCODE, that should fix the holes and make a nice cohesive dice!
Since that’s the next step, stay tuned for the next post detailing how well that worked!
John (aka The Mad Printer)
is finally over!! So, now I can get back to printing and chronicling my journey with Hyrel printers! I did manage to print the grey dice with glow in the dark dots, but there were a few problems, as evidenced from the below picture of my result:

The good:
1.) The different heads are perfectly aligned! the holes are exactly where they should be and
filled in completely.
2.) When one head was printing, the other head did not ooze at all! This helps avoid bumps
and blobs on the print
The bad:
1.) The surface finish is not up to par with what I normally see from this printer. This is
100% due to the fact that I didn’t have fans on to cool the surface as I was printing.
2.) When I try to have the fans on, changing to the other head halts printing entirely. On
head change, the printer waits for the head to come up to temperature. However, since
I have the fans on, the head will never come up to temperature. While it waits, it won’t
even respond to commands I send it to turn the fans off, so it hangs indefinitely and
fails.
Since I’m new to two-head printing with Hyrel printers, there is probably some setting that I don’t have enabled, so my plan is to work with the guys at Hyrel to figure that out. However, initial results are a step in the right direction!
That’s all for now, and I’ll keep everyone updated going forward.
John (aka The Mad Printer)
Hey everyone! Sorry for the delay in writing a new post. I got back from the thanksgiving holiday, had to make a bunch of gifts for people for secret santas and things, and then I had to get a minor repair done on my Hyrel. But I’m back in business now!
I have completed step 1 on my previous post: setting the zero position of the two heads! I also completed step 2 (calibrating the offset between the two heads). This procedure was actually very easy with the built-in camera that Hyrel has on the yoke the heads clip into! Now, you might be asking yourself:
“why do I have to go through this process? Don’t most printers with two heads just print without having to set the offset of the heads relative to each other?”
While it is true that most printers with two heads don’t require as much set up as a Hyrel printer, Hyrel printers are much more modular! With the different heads they have, it makes it possible for any head to be in any of the 4 positions on the yoke. This causes the offsets to be slightly different if your heads were in positions 1 and 3, vs. positions 2 and 4, for example. Once you set the offsets, you shouldn’t have to touch them again unless you change the position of the heads on the yoke!
Now that all the offsets are appropriately calibrated, I am now ready to do a dual-head print! The first print will be a grey dice with glow-in-the-dark dots! File is here: http://www.thingiverse.com/thing:384929/#files
By the next time I post, I will hopefully show you a completed 2-color dice! Stay tuned.
John (aka the Mad Printer).
Now that the flower box project is finished, I am beginning the process of preparing my hyrel for two head printing. There are 2 things I have to do before I start printing:
1.) Set the zero position of the two heads. This has to be done so that the two heads are level with each other in the z dimension. When you print with both heads, if one head is higher than the other, the calibration will be off, and the part one head is printing won’t stick.
2.) Calibrate the offset between the two heads. Since the heads are next to each other, their positioning can’t be the same, so you need to set an offset. To do this, there is a special GCODE program that Hyrel wrote to draw one plus sign with each head. Then, you calculate the alignment using the Hyrel’s built-in camera.
Then, I’ll be ready to try a parallel print (i.e. printing 2 copies of the same object simultaneously – one copy with each head).
Now, I will be away for Thanksgiving until Sunday, so expect the posts to resume once Thanksgiving is over! Stay tuned for more progress with preparing my printer for dual extrusion.
John (aka The Mad Printer)
